




Established in the year 1998, we, Boom Age Engineering Solution Pvt Ltd. , are one of the prominent manufacturers, exporters, suppliers and importers of Laminar Flow, Bio-hazard safety and other HEPA- filtered clean room equipment. These are fabricated out of quality raw material procured from reliable vendors of the market. Our products are highly efficient, and this acts as the USP of our organization. Our range of air system products includes two stage electrostatic precipitator, air handling unit, air cooler, evaporative air cooling systems, dust collector, clean room systems & equipments, fruit ripening process ventilation systems, fume extraction systems, air ventilation systems, welding fume extractor, oil fume extraction & separation unit.
The state-of-the-art infrastructure has all the modern technology machines, which helps us in manufacturing products are in accordance with the changing trends. The qualified and trained professionals use these machines in an efficient manner, so that the products are manufactured cost effectively. This in turn helps us offer our products to our clients at affordable prices. Along with the products we are also offering some services like designing, maintenance, testing, installation and commissioning. Our products are appreciated for their reliability, low maintenance, silent operation, compact designs and light weight. Because of these features we have spread our client base across the world and the list of our clients include Lumax Ltd., Gabriel India Ltd., Champion Electronics Ltd., Nufurn, Big Bazaar, Kolhapur, Garware Elastomerics Ltd. and Garware Bestretch Ltd.. High efficiency of our products is the USP of our organization.
All the success, which we have achieved in the market is because of our CEO / MD / Chairman / Owner Mr. Bhalchandra G. Kolhatkar. He with his skills has helped the organization reach its heights of success.

Location Photo 1

Location Photo 2

Certification Name: International Organization for Standardization
We are one of the prominent manufacturers, exporters, suppliers and importers of Laminar Flow, Bio-hazard safety and other HEPA- filtered clean room equipment. The raw material used in the manufacturing process are of the finest quality and the machines used are of the latest technology, thus ensuring that the end products are durable and efficient. Owing to the quality our products are demanded in various industrial application.
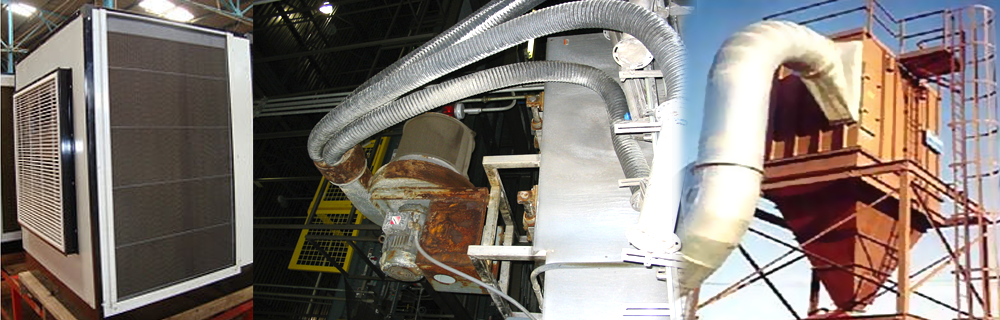
The range of our products includes the following products:
Some of the features for which our products are acknowledged world over are as follows:
Our team has professionals who are young and full of enthusiasm. They have the zeal to work hard and get at the top. Their qualification and years of experience in the domain helps them come up with products which match the international quality standards. In order to keep the team members at par with the changing trends, we organize various training sessions for them. In these sessions they are also trained to use the high tech machines in an efficient manner, thus helping us manufacture products cost effectively. Our sales executives are in constant touch with our clients and are open to feedbacks.
Some of the professionals in our team are as follows:
Quality is one of the attributes we never compromise upon. For the same a separate quality controlling unit which stringently monitors the whole manufacturing process. The areas which are monitored are installation, designing, engineering, testing and commissioning. The warehouse and the packaging facilitates the quality to remain intact, till the time these are delivered to the client's site. The raw material used is of high grade and thus the end product ensures durability. The machines and tools used in the process are also of the latest technology, thus manufacturing products according to latest market trends.
Some of the parameters we check our quality upon are as follows:
The excellent quality products are the result of our state-of-the-art infrastructure. Our latest technology infrastructure is divided into various units such as manufacturing, quality controlling, testing, warehousing and the R&D. All the team members are well qualified and hold expertise in their respective domains. The manufacturing unit is equipped with all the machines and tools of the latest technology. Some of the machines in our manufacturing unit are as follows:
Some of the parameters we check our quality upon are as follows:
These machines are maintained and lubricated time to time, to deliver smooth production of products. Moreover, we have a team of professionals which helps us in expanding our business operations on broader platform by bringing in new clients.
To make sure that latest technology and innovative products are delivered we maintain an R&D unit. They make sure that the quality of our products are intact and are efficient. To keep them selves abreast with the latest market trends they carry forward various market researches. Valuable suggestions are given by them to the designers and engineers, so that the demands of our clients are incorporated in the products.
The purpose of the researches are as follows:

We have a warehouse spread over a wide area. It has all the required facilities to store the products safely till the time these are delivered to our clients. There are different partitions and shelves, which ensures that the products are stored in an organized manner.
Some of the features of our warehouse are as follows:
Apart from this we also offer unmatched packaging facility. We make use of the wooden and laminated packing material. All the products are labeled before being packed for the convenience of our clients. It is also made sure that the consignments are delivered to our clients within the stipulated time frame.
We are a client centric organization, and thus we pay a lot of attention towards achieving maximum client satisfaction. The raw material used is of the finest quality, which ensures that the products are durable and efficient. We also custom make our products according to the specifications of our clients, and also offer these at market leading prices. Owing to our optimum quality of our products we have earned a huge client base all across the globe. For the convenience of our clients we offer some services such as designing, commissioning, installation, testing and maintenance.
The list of our clients include the following names:
| Product / service name | Share in net sales (%) |
| Trading laminar flow, bio-hazard safety and other hepa- filtered clean room equipment | 100.00 |

