




» Unique Sales Proposal
Being in the capital equipment market, Technopet business strategy is fundamentally encourages the natural sales of our engineering products. Company’s sales performance indicates ability of our products to add the value and benefits to investor.
As a machine designer, value addition means Maximum production quantity At Lowest possible cost To The user defined quality For Speedy return on investments.
As strategic management control, we have defined policy to achieve planned USP. Following is the list of our technological achievements:
• 360 degree Preform neck cooling unique system:
Zero rejection & continuous quality improvement provides competitiveness in packaging industry. No leakage of liquid after capping PET bottle is the basic quality expectation of customer. The cap leakage attributes to deformation of bottle neck during blowing. The root cause of deformation is, the neck portion of preform is not guard around 360 degree while preforms are subjected for heating in IR oven. Therefore the temperature of neck portion rise and around 5% rejection are noticed due to this defect.
Technopet has devised unique neck cooling system. The preform’s, while heated in IR oven, individually neck portion is guarded around 360 degree. Chilled water is circulated around neck to ensure that preform neck is maintained below room temperature. This system ensures the 100% defect free bottle production.
• Significant of this system:
It is necessity to use the lowest possible weight preform for blowing bottle. For analysis, the weight of bottle is divided into two parts. One, blowing portion i.e. body portion of bottle and other is non blowing portion i.e. neck portion. From the following table it is evident that the selection of smaller, thin & light weight neck is necessary.
| Analysis of one liter water bottle weight | |||||
| Bottle weight grams | Neck type | Body Weight of bottle | Weight of neck portion of bottle | Top load in kg | Remark |
| 21.5 | PCO | 18.0 grams | 3.5 grams | 8.5 kgs. | Acceptable |
| 20.5 | Three start | 18.0 grams | 2.5 grams | 9.0 kgs | Acceptable |
| 19.2 | Two start | 17.5 grams | 1.7 grams | 8.5 kgs | Acceptable |
Though the net weight of the bottle is different, the strength remains same because the body weight of all three types is same. Heating two start neck preform advance neck cooling system is essential because of thinner neck wall. Otherwise saving made by lowering the weight of preform is taken off by bottle rejection. Out dated method, of fixing rectangular water cooled tube between the lamp & preform neck, is not capable of blowing the 19 gram one liter mineral bottle without neck deformation & cap leakage defect.
• Special conveyor design for multi cavity blowing:
The continuous moving, oval shape, chain type conveyor used in old type oven is mostly suitable to blow single cavity bottle. When this type of conveyor is used to blow bottle in two cavities the quality variation between the two bottles are noticed. This variation is unavoidable due to oven design limitation for example: the time laps between the first and the second preform come out from oven results in temperature different between the two preforms. This temperature variance causes quality different and indispensable. Assume if four cavities are blown with same oven conveyor system what extend the variation within the four bottles is expected. In case of four cavities, the operator will never able to set the blowing process for consistent quality production and causing the major rejections. Which concludes that continuous type conveyor is not suitable for multi- cavity production for semi or automatic PET blowing machine.
Technopet has devise a special purpose, unique, batch type, start- stop (heat)- start, preform heating system suitable for multi-cavity blowing machine.
Significant of this system: This design saves the 50% of power cost by improving oven efficiency, setting of precise heating time of preform is the addition operator controllable parameter, No need of increase or decrease the speed of conveyor with time in nut shell operator friendly. The bottle blown from every cavity has same quality due to no temperature difference or any process variation. The machines with two, three, four and six cavities are in operation without any quality problem.
• Defined stretch position for pre and main blow activation during blowing:
The presently PLC or microprocessor used for blowing system is base on time. The process delay time is set by operator based on his experience. The time is also the function of pneumatic cylinders friction and maintenance done by operator. Therefore it is observed that older machine have more bottle quality problem and can not be set by operator. The usage of various grade preform and its dimension has vary the stretch delay time. Stretching of preform is also the function of its temperature therefore the lower temperature of preform required more time delay and vise versa. The operator is not capable to understand this engineering and he continue by trial and error resulting inconsistent quality of bottles and the rejection.
To dispense with this problem, Technopet has devised, the stretch position, based instate of time base system for activation of valve for pre and main blow. Operator simply feed the position points of the stretch rod in the mould at which the blow valve is to activate. Since the blow valve position with respect to bottle height is fixed the bottle quality variation occurred due to change in functional parameter are eliminated. No need of operator intervention in continuous blowing process.
• Air Reclamation System:
High pressure air used for blowing the bottle is generally exhausted in atmosphere. The power cost consumed by compressor is 50% of total cost. For energy conservation, the pneumatic system is designed to collect this air and put back into the process for reuse. Substantial saving by15% cut in power bill.
The air require to operating one machine cycle is analyzed and the pneumatic system were revised to reduce the total consumption of air. The pneumatic accessories; piping, tubing is scientifically derived to save the loss of air per cycle operation. Usages of accurate length high pressure house and elimination of dead places in blow nozzles has reduces the air require to blow per cycle.
• Science of Preform Heating
 Since PET material has poor conductivity, for fastest heating of preform, Infra-red (IR) rays is the only available source. Due to the higher heating density of IR lamp, outer surface of preform has 5 to 18 degree higher temperature than inside surface. The temperature difference is the function of preform wall thickness and is not acceptable. To get perfect bi-orientation rather inside wall temperature should be more than outside.
Since PET material has poor conductivity, for fastest heating of preform, Infra-red (IR) rays is the only available source. Due to the higher heating density of IR lamp, outer surface of preform has 5 to 18 degree higher temperature than inside surface. The temperature difference is the function of preform wall thickness and is not acceptable. To get perfect bi-orientation rather inside wall temperature should be more than outside.
To eliminate this limitation of IR method and overheating phenomenon, some machine designer recommends to send force air on preform surface for preventing overheating in IR oven. The flow of force air and temperature is critical and need to be adjusted by operator depend on working condition. For consistency this method requires higher grade of engineering and controls system.
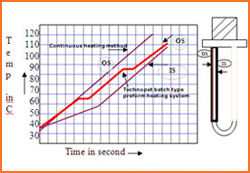
Technopet has devised simple and economical system to overcome this problem. The root cause of this problem is the continuous heating system. Batch type heating of preform furnace/oven design is the solution to uniformly heat the lower conductivity PET material in lesser time. The figure elaborates the heating process.
 The temperature difference between inner and outer wall of preform is found up to 25 degree C in case of continuous type heating system. Maximum 5 degree temperature is observed in case of batch type heating and the same was equalized in the process time to transfer the preform in mould. This will have a better impact on bottle quality, saving of power cost. The better strength and clear transparency is obtained when the bottle is blown at lowest possible temperature.
The temperature difference between inner and outer wall of preform is found up to 25 degree C in case of continuous type heating system. Maximum 5 degree temperature is observed in case of batch type heating and the same was equalized in the process time to transfer the preform in mould. This will have a better impact on bottle quality, saving of power cost. The better strength and clear transparency is obtained when the bottle is blown at lowest possible temperature.
